Mastering Blind Hole Tapping: Why Your Taps Break and How to Fix It
Tapping a blind hole and hearing a snap is a costly problem. Your machine stops, and a workpiece may be ruined. The solution starts with understanding the real cause of failure.
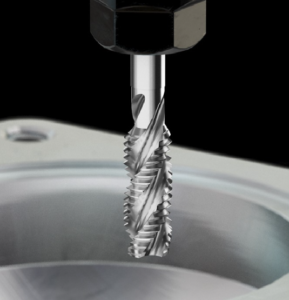
The best tool for tapping blind holes is most often a spiral flute tap. Its helical flutes are specifically designed to pull chips upward and out of the hole, preventing the chip packing that causes most tap failures in these applications.1

Choosing the right tap feels like a high-stakes decision. In my role at ZR / ZHIRONG, I talk to procurement managers and shop owners every day who want to avoid the downtime and scrapped parts that come from a broken tap. They often ask for "the best tap for blind holes," hoping for a simple product number. But the real answer is about understanding the job. Let's walk through our technical approach to help you reduce failures.
Why Do Taps Break in Blind Holes Anyway?
You're running a job, and suddenly, another tap breaks. It's a common and costly frustration.
According to engineering failure analysis, taps usually break in blind holes not from a lack of strength, but because of excessive torque caused by chip packing2. This chip clogging stops the tap, causing torque to exceed the tool's limit. It’s primarily a kinematic evacuation problem where the chip volume exceeds the flute capacity. A blind hole is a dead-end street. As the tap cuts, it creates chips. If these chips are pushed forward, they pile up. Once filled, the tap tries to compress a solid mass of metal. The torque spikes, and the slender tap snaps. The first step to success is providing a clear escape path.
What Makes Spiral Flute Taps the Go-To Choice?
Spiral flute taps are designed with helical flutes, much like a drill bit. This geometry actively lifts chips upward, making them the standard choice for blind holes in long-chipping materials like steel and stainless steel.
| Pro Tip: For highly ductile materials like aluminum, we often recommend Forming Taps (Roll Taps) as an alternative. Since they displace metal through plasticity rather than cutting it, they eliminate chips entirely3, removing the risk of clogging. | Tap Type | Chip Direction | Best Use Case |
|---|---|---|---|
| Spiral Flute Tap | Up and Out | Blind Holes (most materials) | |
| Spiral Point Tap | Forward and Down | Through Holes | |
| Straight Flute Tap | Stays in Flute | Short-chipping materials (e.g., cast iron) |
Can You Use Spiral Point or Straight Flute Taps in Blind Holes?
Using the wrong geometry can be a costly mistake.
- Spiral Point Taps: These shoot chips forward.4 In a blind hole, this leads to almost certain failure unless the bottom clearance is significantly deeper than the thread to allow for chip accumulation.
- Straight Flute Taps: These are best for short-chipping materials like gray cast iron. They work in blind holes if the depth is shallow—typically no more than 1.5x the tap's diameter—where the flutes have enough volume to hold the powder-like chips.
What Other Factors Matter?
Even with the right tap, you must manage these three variables:
1. Workpiece Material
- Aluminum: Needs high helix angles and polished flutes to prevent "built-up edge."5
- Stainless Steel: Needs tough substrates and heat-resistant coatings to handle work-hardening.6
2. Bottom Hole Clearance
The pre-drilled hole must accommodate the thread depth, the chamfer length (standardized by ISO/DIN), and extra space for stray chips.
3. Coolant and Lubrication
While lubrication is essential for most metals, there are specific engineering exceptions. For Gray Cast Iron, dry machining is often preferred by research institutions because adding fluid can turn powdery chips into a abrasive "slurry" that causes more tool wear than it prevents.7
Conclusion
Choosing the right tap is about managing chip flow. At ZR / ZHIRONG, we combine industrial expertise with high-performance tools to ensure your production remains efficient and downtime-free.
A machining handbook, university manufacturing note, or neutral technical reference can substantiate that spiral flute taps pull chips out of blind holes and are commonly recommended for this use. ↩
A paper or engineering failure-analysis source can support the mechanism that packed chips increase tapping torque and contribute to tap fracture. ↩
A manufacturing text or university source can verify that roll/form taps displace material instead of cutting it, eliminating chip production. ↩
A neutral machining reference can confirm that spiral point, or gun, taps drive chips forward in the cutting direction. ↩
A university machining resource or materials-processing paper can support that aluminum is prone to built-up edge and benefits from chip-evacuating, low-adhesion tool geometry. ↩
A machining research source can confirm stainless steel’s work-hardening behavior and the need for suitable tool materials or coatings. ↩
A research paper or institutional machining reference can support the claim that coolant may worsen wear in gray cast iron by creating an abrasive chip-fluid slurry. ↩