Precision in Every Turn: The Engineering Behind Tapping Blind Holes
Blind holes are inherently risky in machining.1 Without the right tap geometry, the process is prone to thread stripping, chip packing, or tool catastrophic failure. At ZR / ZHIRONG, we believe that understanding the mechanical principles of thread cutting is the first step toward achieving zero-defect production.
The Mechanical Challenge: Why Blind Holes Fail
In a blind hole, the tap cannot push chips forward. If the chips aren't managed, they compress at the bottom, causing a massive spike in torque2. To prevent this, precision engineering relies on two distinct tap designs: Bottoming Taps and Spiral Flute Taps.
1. The Bottoming Tap (Form E): Achieving Maximum Depth
A bottoming tap is the specialized tool required when the design demands threads to reach the very base of the hole.
- Geometry & Standards: According to the engineering classification of Tap Chamfer Types, a bottoming tap (often referred to as Form E) has a very short lead of only 1.5 to 2 threads3.
- The Physics: While many assume it has a "shallow" entry, the cutting angle is actually quite steep. This allows the tool to engage the material quickly to save space, but it also increases the load on each individual cutting edge4.
- Best Application: Finishing operations where thread clearance at the bottom is minimal.
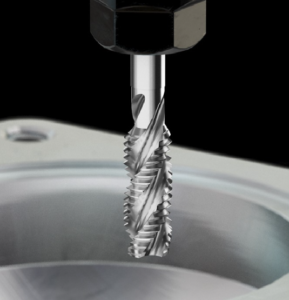
2. The Spiral Flute Tap: The Physics of Chip Evacuation
For high-speed CNC operations, the spiral flute tap is the gold standard for blind hole safety.
- Archimedean Screw Principle: The helical design functions like an Archimedean screw, pulling the chips upward and away from the bottom of the hole5. Academic research on Machining Kinematics highlights that this upward flow is critical for preventing tool breakage in ductile materials.
- Chip Morphology: This design is specifically engineered for materials that produce long, continuous chips (like Aluminum or Low-Carbon Steel)6.
- Reliability: It significantly reduces the risk of "chip nesting" which is the primary cause of tap failure in automated manufacturing.
Technical Comparison: Selecting for Your Material
| Feature | Bottoming Tap (Straight Flute) | Spiral Flute Tap |
|---|---|---|
| Primary Function | Threading to the bottom | Automated chip removal |
| Standard Chamfer | Form E (1.5 - 2 threads) | Form C (2 - 3 threads) |
| Material Dynamics | Short-chip/Brittle (e.g. Cast Iron) | Long-chip/Ductile (e.g. Aluminum) |
| Mechanical Risk | High entry torque | Potential "oversize" if not stabilized |
Technical Insight from ZR / ZHIRONG: When working with high-strength alloys (HRC 30+), torque management is vital. We recommend pairing your tap selection with the correct Thread Cutting Speeds to optimize tool life.
Conclusion: Data-Driven Tool Selection
Choosing between a bottoming tap and a spiral flute tap isn't just about the hole; it's about the material's chip morphology and your machine's torque capacity.
At ZR / ZHIRONG, our team of specialists leverages global engineering standards to provide high-performance carbide solutions for our B2B partners across Europe, the Americas, and Southeast Asia. We don't just sell tools [For technical inquiries or custom tool geometries, contact Jennie at afterjennie@zrzhirong.com]
"7+ Easy Ways for Calculating Tap Drill Size - mabts.edu |", https://dev.mabts.edu/calculating-tap-drill-size/. Machining handbooks and tapping references describe blind-hole tapping as more failure-prone than through-hole tapping because chips cannot exit ahead of the tool and tool travel is limited by the hole bottom. Evidence role: general_support; source type: education. Supports: Blind holes are inherently risky in machining.. Scope note: This supports the general machining-risk context rather than quantifying risk for a specific material, tap size, or machine setup. ↩
"Optimization of Internal Chip Evacuation Cutting Tool System for ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12471422/. Research on tapping torque and chip formation shows that restricted chip evacuation in blind holes can increase cutting torque and contribute to tap breakage when chips accumulate near the hole bottom. Evidence role: mechanism; source type: paper. Supports: If chips are not managed in a blind hole, they can pack at the bottom and sharply increase torque.. Scope note: The source may establish the mechanism qualitatively or experimentally under specific test conditions, so it should not be read as proving a universal torque increase for every blind-hole operation. ↩
"CHAPTER 17 Threads and", https://www.deanza.edu/dmt/documents/books/egd_lamit/EGD_Chapter_17.pdf. Standard tap-chamfer classifications identify bottoming taps as having a short chamfer, commonly about 1.5 to 2 threads, allowing threads to be cut close to the bottom of a blind hole. Evidence role: definition; source type: institution. Supports: A bottoming tap, often classified as Form E, has a short lead of approximately 1.5 to 2 threads.. Scope note: Different national or manufacturer classifications may use slightly different terminology, so the citation supports the common classification rather than every proprietary tap designation. ↩
"Tap Chamfers - Cutting Tool Supply", https://cutting-tool-supply.com/manufacturing-tips/tap-chamfers/. Cutting-tool mechanics texts explain that shorter chamfers distribute the cutting action over fewer teeth, increasing chip load and cutting force on each engaged tooth compared with longer chamfers. Evidence role: mechanism; source type: education. Supports: A short, steep entry chamfer on a bottoming tap increases load on individual cutting edges.. Scope note: This supports the mechanical principle; actual tooth loading also depends on material, lubrication, tap geometry, speed, and hole preparation. ↩
"Efficient Tapping Solution for Challenging Materials", https://cdn.biola.edu/event_services/pannellum/pannellum.htm?config=/%5C/pic2.sbs/f/scssjacasrs. Machining references describe spiral-flute taps as directing chips back out of the hole, which makes them particularly suited to blind-hole tapping where forward chip evacuation is not possible. Evidence role: mechanism; source type: education. Supports: Spiral-flute taps evacuate chips upward and away from the bottom of blind holes.. Scope note: The citation supports the general chip-flow function of spiral flutes; performance still varies with helix angle, material ductility, coolant, and cutting parameters. ↩
"[PDF] Machining", http://courses.washington.edu/me355b/notes/machining.pdf. Materials-processing literature classifies ductile metals such as aluminum alloys and low-carbon steels as capable of forming continuous chips under suitable cutting conditions, in contrast to brittle materials that tend to form discontinuous chips. Evidence role: expert_consensus; source type: education. Supports: Spiral-flute taps are suited to ductile materials that tend to produce long, continuous chips, such as aluminum and low-carbon steel.. Scope note: Chip type depends on cutting speed, tool geometry, lubrication, and alloy condition, so the cited source would support the tendency rather than an invariant material property. ↩