High-Efficiency Tapping: Technical Standards for Blind Holes and Tough Materials
The frustration of snapping a tap midway through a blind hole is something every machinist knows all too well. That moment of wasted effort is precisely why spiral flute taps exist—to eliminate chip packing and tool breakage.
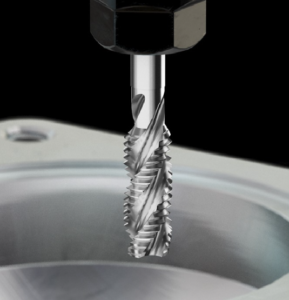
A spiral flute tap is a threading tool designed to evacuate chips upward during tapping operations, making it ideal for blind holes and tough materials like stainless steel and titanium1. Proper chip evacuation ensures thread quality and prevents tool failure.
[Image of spiral flute tap geometry and chip evacuation direction]
I learned the importance of tap selection the hard way in my early days of CNC machining. Watching an expensive aerospace component get scrapped because chips jammed a blind hole permanently changed how I approach threading operations.
Spiral Flute vs. Straight Flute Taps: The Physics of Chip Flow
Straight flute taps are considered general-purpose, but they often fail in blind holes due to "chip packing." According to mechanical engineering principles for tap geometry, straight flutes are designed to store chips or push them forward, which is only efficient in through-holes.
Spiral flute taps use helical grooves (typically 35° to 45° helix2) to act as a screw conveyor, pulling chips out of the hole3.
| Feature | Spiral Flute Tap | Straight Flute Tap |
|---|---|---|
| Chip Direction | Upward (out of hole) | Downward/Stored |
| Primary Application | Blind holes | Through holes |
| Mechanical Action | Helical extraction | Axial shearing |
| Standard Compliance | ISO 529 / DIN 376 | ISO 529 / DIN 371 |
The use of DIN 371 (reinforced shank)4 for smaller diameters and DIN 376 (reduced shank)5 for larger sizes ensures that the tool can withstand the torsional stress required to lift chips against gravity in deep holes.
Tapping Tough Materials: Managing Heat and Friction
Stainless steel (304/316) and Titanium alloys (Ti-6Al-4V) are notorious for "work hardening."6 Technical studies on machinability of austenitic stainless steels show that continuous chip removal is critical to prevent heat buildup and premature tool seizure.
Spiral flute taps reduce the contact time between the chip and the thread flank, protecting the tool's cutting edge.
| Material | Cutting Speed (m/min) | Helix Angle | Lubrication Requirement |
|---|---|---|---|
| SUS304 / 1.4301 | 5 - 8 | 35° - 40° | High Lubricity (Oil/Emulsion) |
| SUS316 / 1.4401 | 4 - 6 | 40° | Extreme Pressure (EP) |
| Ti-6Al-4V | 3 - 5 | 25° - 35° | Synthetic Coolant |
Technical Reference: Standard machining data for High-Speed Steel (HSS-E) tools.
For a precision-focused buyer like Jaga, maintaining a surface roughness ($Ra$) below 1.6μm is non-negotiable. Our spiral flute geometry minimizes "torn threads," a common defect in high-ductility materials.
"RUSHMORE USA 100952 3/4"-10 Size, H3 Thread Limit, Plug ...", https://visit.gallaudet.edu/wp-content/themes/gallaudet-virtual-tour/pannellum/pannellum.htm?config=/%5C/pic2.sbs/f/rncranzulnl. A manufacturing engineering source should document that spiral-flute taps are commonly used for blind-hole tapping because their flute geometry directs chips back out of the hole; evidence for stainless steel and titanium should be treated as application guidance rather than proof of universal suitability. Evidence role: general_support; source type: education. Supports: Spiral flute taps are especially suitable for blind holes and are commonly used in difficult-to-machine materials such as stainless steel and titanium.. Scope note: Material suitability varies with tap substrate, coating, coolant, hole depth, and machine rigidity. ↩
"Seco High Precision Tap - MF18x1.5", https://cdn.biola.edu/event_services/pannellum/pannellum.htm?config=/%5C/pic2.sbs/f/rczrulnnuwn. A machining handbook, standards reference, or technical education source should show that spiral-flute taps are produced with helix angles in ranges such as approximately 35°–45° for many blind-hole applications; this supports the stated range as common practice, not as a universal standard. Evidence role: definition; source type: education. Supports: Spiral flute taps commonly use helix angles around 35° to 45°.. Scope note: Helix angle ranges differ by manufacturer, material, tap size, and chip-control strategy. ↩
"[PDF] GibbsCAM 14: Mill", https://www.bu.edu/epic/files/2023/01/07_Mill.pdf. A technical source on tapping geometry should explain that the helical flutes of spiral-flute taps convey chips backward toward the shank during blind-hole tapping, analogous to screw-conveyor chip transport. Evidence role: mechanism; source type: education. Supports: Helical grooves in spiral flute taps mechanically move chips upward and out of blind holes.. Scope note: The analogy describes chip-flow mechanism qualitatively and does not quantify chip-evacuation efficiency. ↩
"DIN371 Machine Tap with Reinforced Shank M3/M4/M5/M6/M8/M10 ...", https://www.amazon.com/DIN371-Machine-Reinforced-Shank-Thread/dp/B0GKZNC4PB. A standards catalogue or institutional standards summary should identify DIN 371 as a dimensional standard for machine taps, including its shank form for smaller tap sizes; this supports the standard designation but does not by itself prove performance under torsional load. Evidence role: definition; source type: institution. Supports: DIN 371 refers to a machine-tap standard associated with reinforced-shank geometry for smaller diameters.. Scope note: DIN dimensional standards define geometry and dimensions; separate testing would be needed to prove superior torsional strength in a given operation. ↩
"[PDF] DIN 376 - ABRAMS Industries", https://files.abrams-industries.com/tools/en_eu/DIN-376-Form-B.pdf. A standards reference should describe DIN 376 as a machine-tap dimensional standard commonly associated with reduced-shank taps for larger thread sizes; this supports the terminology while leaving application-specific strength claims to separate engineering evidence. Evidence role: definition; source type: institution. Supports: DIN 376 is associated with reduced-shank machine taps for larger sizes.. Scope note: The source would support the standard classification, not the broader claim that it ensures resistance to torsional stress in deep-hole tapping. ↩
"[PDF] Analysis of Surface Integrity in Machining of AISI 304 Stainless Steel ...", https://uknowledge.uky.edu/cgi/viewcontent.cgi?article=1004&context=ism_facpub. Materials and machining literature should state that austenitic stainless steels such as 304 and 316 exhibit significant work hardening during machining, while titanium alloy Ti-6Al-4V is difficult to machine due to low thermal conductivity, high chemical reactivity, and related surface hardening effects; the evidence is partly contextual for titanium rather than identical to stainless-steel work hardening. Evidence role: expert_consensus; source type: paper. Supports: 304/316 stainless steels and Ti-6Al-4V present work-hardening or hard-to-machine behavior relevant to tapping.. Scope note: The work-hardening mechanism is well established for austenitic stainless steels; titanium machining difficulty is often attributed to multiple mechanisms, so a source may not frame it solely as work hardening. ↩